
面議

面議

面議

面議
面議

面議
面議

面議

面議

面議
面議
| 品牌金力泰 | 有效期至長期有效 | 最后更新2023-08-19 18:16 |
| 功率60KW | 尺寸?650×高1200mm | 溫度650℃ |
| 瀏覽次數2293 |
鋁合金模具氮化爐具有處理溫度低,時間短,工件變形小的特點,氮化后的模具具有高疲勞極限和良好的耐磨性,延長模具使用壽命。
鋁合金模具氮化爐處理工藝:往氮化爐內不銹鋼真空密封罐中通入氨氣,加熱到520℃,保持適當的時間,鋁合金模具氮化爐根據工件材質和滲層要求3-90小時不等,使滲氮工件表面獲得含氮強化層,得到高硬度,高耐磨性,高疲勞極限和良好的耐磨性。
鋁合金模具氮化爐操作方法:
1.滲氮前的模具必須是先經過正火或調質處理過的工件。
2.先用汽油和酒精擦洗工件表面,不得有銹斑、油污、臟物存在。
3.裝入爐內后,對稱擰緊爐蓋壓緊螺栓。
4.將爐罐和爐蓋進水口通入冷卻水進行循環水冷。爐蓋上管道冷卻水下端為進水,上端為出水,爐罐單獨進水,單獨排水,爐蓋所有水管可按低進高出原則串聯,由一個口進水,一個口排水。
5.升溫前應先送氮氣排氣,排氣時流量應比使用時大一倍以上。
6、排氣10分鐘后,將控溫儀表(如下圖)設定到150℃,自動加熱開關撥向開,邊排氣邊加熱150℃保持2h排氣,再將控溫儀表設定到530℃,把氨氣流量調小,保 持爐內正壓,排氣口有較小氣流向上的壓力,當爐溫升到530℃時,恒溫恒流滲氮3-20h,再將氨氣壓力調大一點,讓排氣維持適中壓力,滲氮4-70h, 再將氨氣壓力調小,退氮1-2h,切斷電源,停止加熱,給少量氨氣,使爐內維持正壓,待爐溫降到150℃以下方可停止供氨出爐。
鋁合金模具氮化爐軟氮化熱處理
為了縮短氮化周期,并使氮化工藝不受鋼種的限制,在近年間在原氮化工藝基礎上發展了軟氮化和離子氮化兩種新氮化工藝。
軟氮化實質上是以滲氮為主的低溫氮碳共滲,鋼的氮原子滲入的同時,還有少量的碳原子滲入,其處理結果與一般氣體氮化相比,滲層硬度較氮化低,脆性較小,故稱為軟氮化。
1、鋁合金模具軟氮化方法分為:氣體軟氮化、液體軟氮化及固體軟氮化三大類。目前國內生產中應用最廣泛的是氣體軟氮化。氣體軟氮化是在含有活性氮、碳原子的氣氛中 進行低溫氮、碳共滲,常用的共滲介質有尿素、甲酰胺、氨氣和三乙醇胺,它們在軟氮化溫度下發生熱分解反應,產生活性氮、碳原子。活性氮、碳原子被工件表面 吸收,通過擴散滲入工件表層,從而獲得以氮為主的氮碳共滲層。
氣體軟氮化溫度常用560-570℃,因該溫度下氮化層硬度值最 高。氮化時間常為2-3小時,因為超過2.5小時,隨時間延長,氮化層深度增加很慢。
2、鋁合金模具氮化爐軟氮化層組織和軟氮化特點:鋼經軟氮化后,表面最外層可獲得幾微米至幾十微米的白亮層,它是由ε相、γ`相和含氮的滲碳體Fe3(C,N)所組成,次層為的擴散層,它主要是由γ`相和ε相組成。
鋁合金模具氮化爐軟氮化特點
(1)、處理溫度低,時間短,工件變形小。
(2)、不受鋼種限制,碳鋼、低合金鋼、工模具鋼、不銹鋼、鑄鐵及鐵基粉未冶金材料均可進行軟氮化處理。工件經軟氮化后的表面硬度與氮化工藝及材料有關。
(3)、能顯著地提高工件的疲勞強度、耐磨性和耐腐蝕性。在干摩擦條件下還具有抗擦傷和抗咬合等性能。
(4)、由于軟氮化層不存在脆性ξ相,故氮化層因而具有一定的韌性,不容易剝落。
因此,目前生產中軟氮化已廣泛應用于鋁合金模具、量具、刀具(如:高速鋼刀具)等、曲軸、齒輪、氣缸套、機械結構件等耐磨工件的處理。
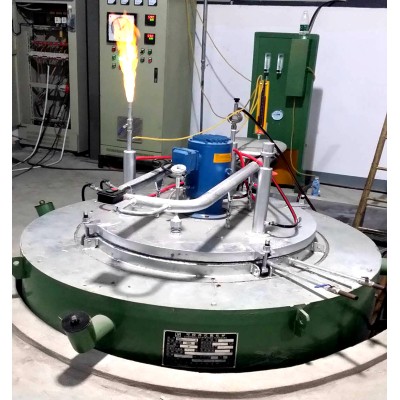
鋁合金模具氮化爐的結構:由爐體、爐蓋、爐蓋升降機構、高溫循環風機、冷卻水道、爐膽、溫度無紙記錄及電器控制系統等部位組成。
1、爐殼:由槽鋼、角鋼等型鋼焊接而成主體骨架,用優質Q235鋼板卷成圓筒形與骨架焊接,骨架與鋼板間焊有筋板,整個殼體具有良好的結構穩定性,足夠的剛度及強度。
2、爐襯:采用全纖維節能型結構,選用目前國內全新型標準型陶瓷纖維毯作為爐膛的隔熱保溫材料,制作時使用專用設備按爐膛尺寸制作成折疊塊,達到完好蓄熱效果,這種爐襯還具有安裝簡便,比磚徹爐襯節能40‰左右。使用具有較多的優點:體重輕、蓄熱、散熱損失小、節能效果好、使用壽命長、爐體密封性能好、檢修方便等優點,
3、加熱元件:本爐加熱元件全部采用電阻帶0Cr25Al5作為加熱元件,采用先進的掛幫結構,輻射效率高,強化了爐內熱交換,提高了爐子熱效率,并延長了電熱元件的使用壽命。采用陶釘安裝電阻帶時用陶瓷墊圈將電阻帶與纖維爐襯隔開,所以電阻帶固定牢固安裝方便。
4、爐蓋:爐蓋上設有帶水冷的攪拌風機、二通滴量管、試樣管、排氣管及耐熱不銹鋼絕熱箱體、風葉、風板、壓緊裝置等。采用水冷套密封保護風機軸,采用迷宮式密封保證爐內壓力。爐蓋上裝有二根連接管道;一根接滴液器,向爐內滴注氨氣和氮氣,另一根為排氣管。
5、爐膽:采用1Cr18Ni9Ti耐熱鋼板/10mm焊接而成,爐罐與爐蓋用吊環螺栓、螺母緊固,并采用石墨盤根、和高溫橡膠條雙層密封圈
6、爐蓋升降機構:由升降軸、電機、蝸輪減速器、絲桿等組成。升降機構上設有兩個行程開關,當爐蓋上升時,下邊的升程開關自動切斷溫度控制柜主回路電源;上邊的程開關則限制升降軸升起高度。
7、溫控系統:
本爐分多區控溫,爐溫控制系統采用智能溫度控制儀來實現爐膛內的升溫和爐溫PID調節控制,操作方便,無紙記錄:是將通過熱電偶的溫度信號,具備實時數據、實時曲線、歷史記錄、數據可采用USB盤直接備份,以便在本記錄儀上直接進行數據和圖形查詢、翻閱和打印。配套控制系統還具有聲光超溫報警等功能。
鋁合金模具氮化爐技術參數(尺寸可根據客戶要求定制)






面議
面議
¥13900.00/臺
面議
面議
¥39000.00/臺


壓鑄網
微信掃描關注
 客服熱線:
客服熱線:









&tel=13926879791&work=86-0769-22366685&email=2843271846@qq.com&org=東莞市萬江區金力泰工業爐科技有限公司&adr=東莞市莞萬江區大汾工業區新基工業二路東四號&url=http://qiavi.com/index.php?homepage=zhongshi001)

